





PEEK Filament – Hellbraun von 3DXtech
1.75 mm
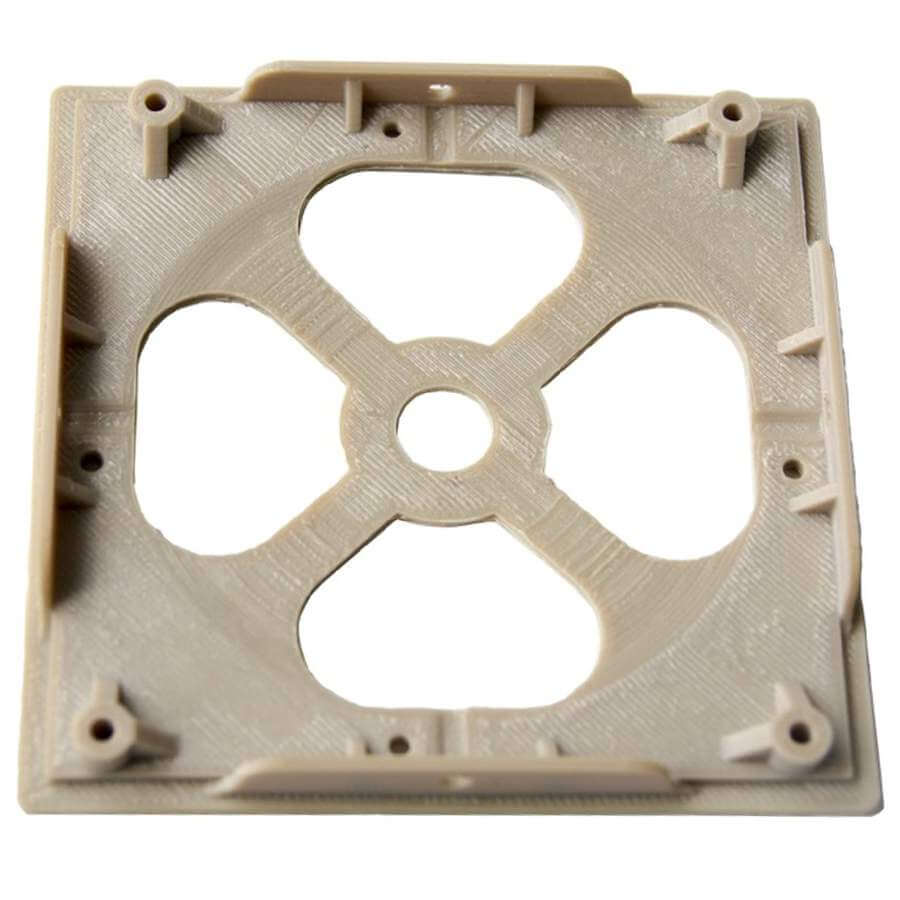
Drucken Sie PEEK-Filament mit Ihrem 3D Drucker!
ACHTUNG: Spezielles Hotend mit Leistung bis 400°C notwendig!
PEEK Filament steht für Polyetheretherketon Filament. PEEK ist ein hochtemperaturbeständiger, thermoplastischer Kunststoff mit einem hohen Schmelzpunkt von 335°C.
PEEK Filament ist sehr beständig gegen fast alle organischen und anorganischen Chemikalien. Anwendung findet PEEK Filament hauptsächlich in der Automobilindustrie, der Luft- und Raumfahrt, in der Hochspannungstechnik, der Medizintechnik und der Chemieindustrie.
Obwohl PEEK Filament 70% leichter ist als Metalle mit ähnlichen Eigenschaften, kann es zu einem großen Teil dieselbe thermische und mechanische Stabilität aufweisen. Der Druck mit PEEK ist gegenüber eine CNC Fräsmaschine äußerst kostengünstig, ebenso liegt die Materialausbeute bei fast 100% – bei der CNC Fräse hingegen ist viel Abfallmaterial üblich.
Die Besonderheit im Druck von PEEK Filament liegt in der hohen Temperatur welche aufgebracht werden muss um das Material zu schmelzen. Um PEEK zu drucken werden 360° – bis 380°C benötigt.
Um PEEK Filament zu drucken ist folgendes notwendig:
- Ein geschlossener und beheizter Bauraum
- Ein Metallhotend welches Temperaturen bis zu 400°C erreicht
- Ein sehr gutes Heizbett
Anleitung zum Drucken von PEEK Filament
1. Hardware
Der Drucker muss gewisse Voraussetzungen erfüllen bzw. umgerüstet werden, um PEEK Filament drucken zu können.
1.1. Extruder
Der Extruder, insbesondere das Hotend muss für Temperaturen bis zu 400 Grad oder höher ausgelegt sein. Dazu dürfen nur Materialien verwendet werden, die diese Temperaturen aushalten. Ebenfalls muss ein Temperatursensor eingebaut sein/werden, der mit diesen hohen Temperaturen zuverlässig umgehen kann (z.B. Thermocouple), was entsprechende Anpassungen an Elektronik und Firmware nach sich ziehen kann. Des Weiteren sollte eine Leistungsstarke Heizpatrone (min. 40W, ggf. auch zwei) im Extruder verbaut sein, um eine schnelle und zuverlässige Hitzezufuhr ohne große Schwankungen zu erlauben.
1.2. Heizbett und Druckplatte
Es muss ein besonders leistungsstarkes Heizbett eingebaut sein. Die Oberfläche der Druckplatte ist ebenfalls sehr wichtig. Hier können einfache Glasplatten verwendet werden. Bessere Druckergebnisse insbesondere zur Vermeidung von Warping erzielt man mit speziell behandelten Dauerdruckplatten.
1.3. Bauraum
Sehr wichtig zum erfolgreichen Drucken von PEEK ist ein Drucker mit beheiztem Bauraum. Hier sollten min. 60 Grad erreichbar sein, wobei mehr noch besser ist.
2. Druckparameter
2.1. Temperatur des Hotends:
Temperaturen zwischen 390° und 415° Grad Celsius liefern gute Ergebnisse. Bei zu hohen Temperaturen neigt PEEK schnell dazu zu kristallisieren und in “verbrannter” Form wieder fest zu werden. Dies verstopft den Extruder.
2.2. Temperatur des Heizbettes:
Die ersten Layer sollten auf ein 130° Grad Celsius heißes Druckbett drucken. Bei höheren Bauteilen sollte man dann jedoch die Temperatur deutlich erhöhen (über 150° Grad), um das bestehende Bauteil genügend aufzuheizen, sodass die darauf folgenden Layer besser haften. Außerdem kann man somit das Warping reduzieren.
2.3. Druckgeschwindigkeit (experimental):
Bessere Ergebnisse wurden bei langsamen Druckgeschwindigkeiten erzielt: +- 5mm/s, wobei die Druckgeschwindigkeit noch optimiert werden kann.
2.4. Weitere Slicing Parameter (experimental):
2.4.1. Infill:
Bei weniger Infill wird der Warping-Effekt deutlich reduziert.